Messen, Zustände erfassen, zählen, speichern, ablegen, schalten, steuern, regeln, verbinden, visualisieren u.s.w. und so fort. Die Aufgaben in der Automatisierung sind vielfältig, haben aber alle ein Ziel: Prozesse zu vereinfachen und automatisch ablaufen zu lassen.
Wir führen für Sie folgende Arbeiten komplett oder in Teilen durch:
- Erfassung der Abläufe
- Planung der Automatisierungsaufgabe
- Planung der Schaltunterlagen
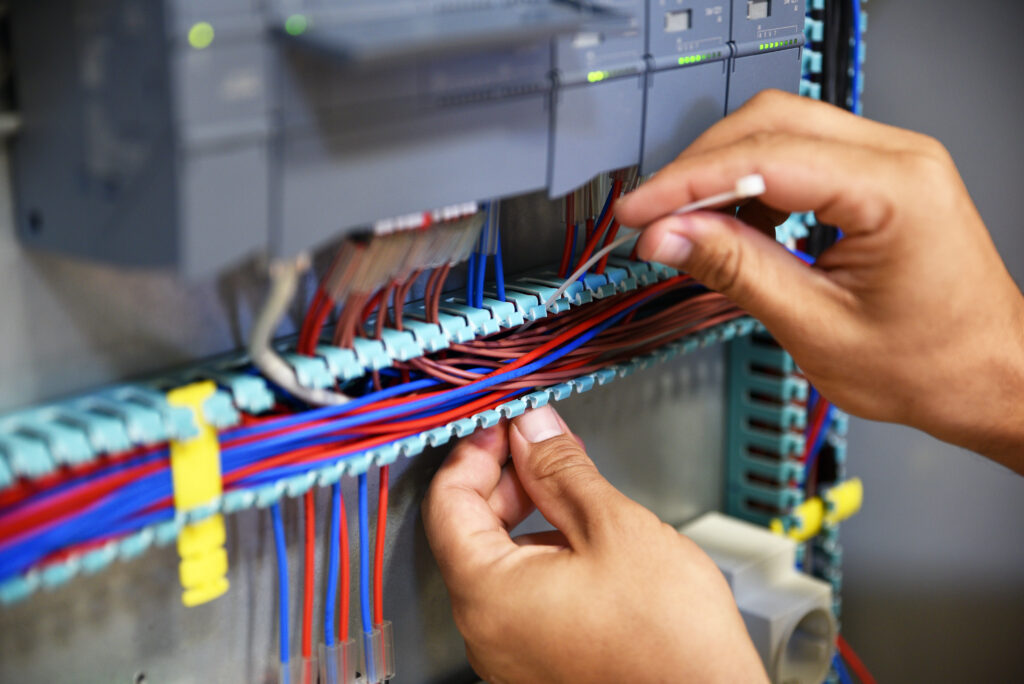
- Programmierung SPS, PC, Visualisierung, Schnittstellen
- Schaltschrankbau
- Elektroinstallation
- Inbetriebnahme
- Service
- Wartung